

В процессе эксплуатации фуговальных ножевых головок на четырехсторонних продольно-фрезерных станках, оснащенных плоскими фуговальными ножами, происходит износ как самого тела, так и режущей кромки ножей. Схема износа приведена на рис.1, а на рис.(фото 2) демонстрируется увеличенный профиль ножа после обработки 1000 п.м. сухой древесины сосны. В результате износа режущей кромки ножа и, особенно, радиуса его режущей кромки происходит резкое увеличение усилий резания, мощности на фрезерование и снижение качества обрабатываемой поверхности.

Рис.1 Схема износа фуговального ножа
Рис.2 Фото ножа после работы
Для предотвращения этих явлений наиболее целесообразным является очередная заточка ножей или, как, временный вариант, (если четырехсторонний станок оснащен системами джойнтирования), произвести джойнтирование всех ножей на ножевой головке в процессе работы станка. Джойнтирование имеет ограничения по продолжительности использования, т.к. в его процессе на лезвии (режущей кромке) появляется фаска (ленточка на задней кромке ножа), в результате чего задний угол на ноже исчезает и при ее размерах, превышающих параметры приведенные на рис.3 может возникнуть еще большая проблема для ножа – нож начнет гореть из-за трения, что категорически недопустимо.
Кроме этого может возникнуть опастность возгорания древесной пыли и стружки в зоне резания и, как следствие, при наличие аспирационной системы, перенос возгорания в фильтровальную группу системы аспирации и бункер хранения отходов, что приведет к выходу из строя всей системы аспирации и остановке производства.

Рис.3 Схема максимально допустимой фаски на ноже при джойнтировании
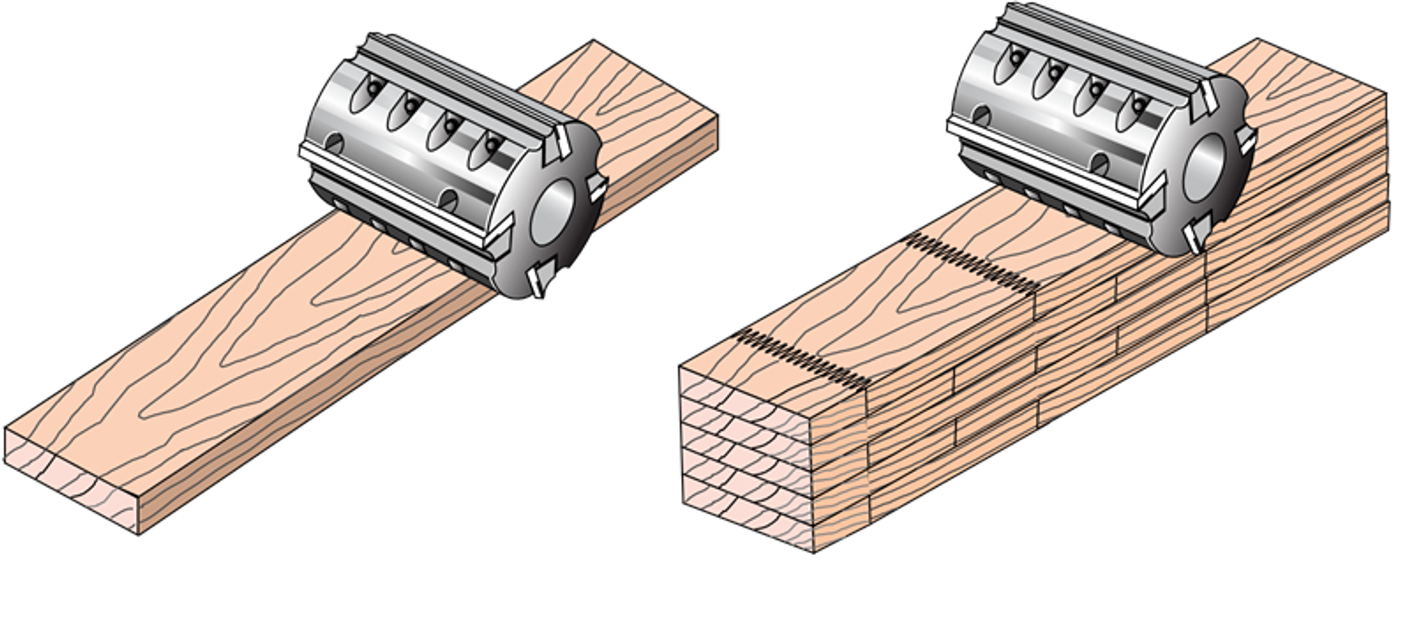
На износ режущей кромки ножей основное влияние оказывают: плотность древесины, наличие смолы и клеевых швов в зоне резания (см.рис.4), различные органические и неорганические включения в древесине, наличие сучков, низкое качество стали ножа и качество заточки, наличие покрытий или оснащение ножей твердым сплавом, квалификация персонала.

а б
Рис.4 а – фугование массивной древесины, б – клееной древесины
Рассмотрим влияние этих параметров на степень износа фуговальных ножей
Основные причины снижения стойкости из-за износа фуговальных ножей приведены в табл.1
Таблица 1
|
Проценты |
Возможные проблемы |
|
90% |
Некорректная заточка (сервис) ножей |
|
5% |
Неудачный подбор условий резания и материала |
|
5% |
Ошибки оператора станка |
Рекомендуемые угловые параметры ножей и параметры заточных кругов
Основные угловые параметры ножей и заточных кругов приведены в табл.2
Таблица 2

Примечание: В таблице указаны углы заточки для фрезерования мягких пород.
Для твердых пород углы заточки нужно увеличить на 5…10 градусов
Рекомендуемые режимы заточки фуговальных ножей приведены в табл.3
Таблица 3

Примечание: Заточка должна производиться только с СОЖ
Рекомендуемые типы европейских производителей шлифовальных камней для джойнтирования приведены в табл.4
Таблица 4

Рекомендуемые правила и режимы при джойнтировании фуговальных ножей приведены ниже и на рис.4.
Корректное соблюдения правил при джойнтировании ножей на четырехстороннем станке позволит повысить стойкость ножей и качества фрезерованной поверхности, к ним относятся:
- величина подачи (надвинания) джойнтера не должна быть более 0,05 мм;
- двухсторонняя подача наиболее предпочтительна;
- скорость движения камня при джойнтировании на станке должна быть минимально возможной.

Рис.4а – схема одностороннего Рис.4б – схема двухстороннего
джойнтирования джойнтирования
Проблемы при заточке ножей и пути их решения
Наиболее часто встречаемые проблемы, возникающие при заточке ножей приведены ниже:
- прижоги на лезвии ножа;
- сколы и вырывы на режущей кромке;
- появление заусениц на лезвии ножа после заточки;
- вырывы на теле ножа в зоне лезвия.
Причины, вызывающие эти дефекты – недостаточное охлаждение, большой съем металла при подаче или большая скорость подачи при заточке (см. рис.5а и б).

Рис.5а Прижоги и сколы на лезвии ножа Рис.5б Подача СОЖ
Рекомендации:
Увеличить подачу СОЖ в зону заточки.
Скорость подачи шлифовального круга должна быть не более 10 м/мин, а величина съема металла – не более 0,02 мм.
Появление заусениц на лезвии ножа после заточки – следствие неправильных режимов заточки и отсутствие операций по снятию их с лезвия ножа (см.рис.6).

Рис.6 Снятие заусениц бруском из твердой древесины
Рекомендации:
- выбор корректных режимов заточки и правилғного шлифовального круга предотвратит появление заусениц;
- заусеницы после заточки можно снять брусками из твердой древесины или пластика.
Природа вырывов на теле ножа в зоне лезвия (см. рис.7) может иметь несколько причин:
- ножом длительное время работали без заточки;
- угол заточки ножа слишком мал для данной древесины;
- в зону резания попали абразивные материалы (песок, металлические включения и т.п);
- на корпусе ножа имелись микротрещины или сталь ножа сильно перекалена.
 Рис.7. Скол на лезвии ножа
Рис.7. Скол на лезвии ножа
Рекомендации: устранить все причины возникновения сколов.
В. Падерин